




ระบบการจัดการการผลิต PMS การจัดการการจัดเก็บม้วนกระดาษ
การควบคุมการซิงโครไนซ์
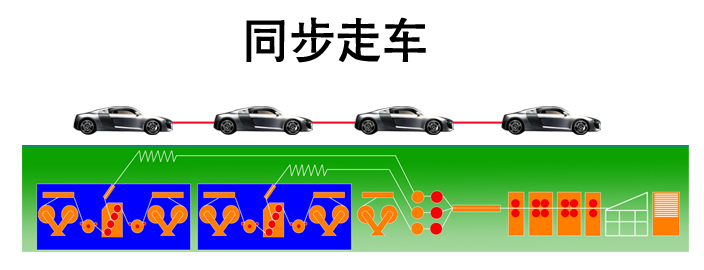
การซิงโครไนซ์หมายถึงการควบคุมความเร็วของ facer เดียว มันสามารถรักษาความเร็วเดียวกันกับสายพานผ้าใบหลักบทบาทของมันคือเพื่อหลีกเลี่ยงการสะสมกระดาษมากเกินไปหรือดึงกระดาษสะพานเนื่องจากความเร็วเปลี่ยนแปลงอย่างรวดเร็ว ง่ายต่อการเขย่าเครื่อง ลอนลูกฟูกไม่ดี การยึดเกาะไม่ดี และปัญหาอื่น ๆการจัดการสุขภาพจะขึ้นอยู่กับลักษณะของมอเตอร์แต่ละตัวที่ความเร็วต่างกันเพื่อให้โค้งควบคุมความเร็วที่แตกต่างกัน พยายามลดความเร็วของการเปลี่ยนแปลง และรับชุดขลุ่ยลูกฟูกและกาว (วาง) ที่มั่นคง
การควบคุมการสะสมกระดาษสะพานเหนือศีรษะ
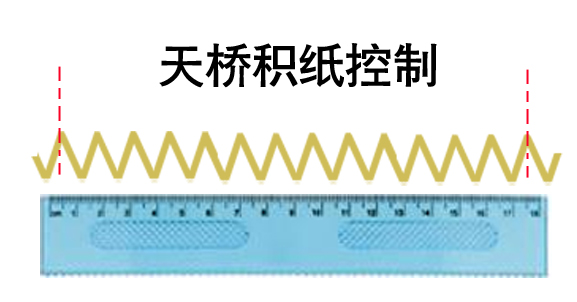
การควบคุมสะพานเหนือศีรษะ ไม่เพียงแต่เพื่อหลีกเลี่ยงปัญหาเครื่องตัดกระดาษและการสะสมกระดาษ และส่งผลต่อความถูกต้องของการเปลี่ยนแปลงกระดาษเปียกทั้งหมดและการชดเชยกระดาษฉีกขาดด้วยตนเองโดยอัตโนมัติ เหตุผลง่ายๆ ก็คือ สายการผลิตทั้งหมด นอกเหนือจากสะพานคลื่นกระดาษ พล็อตไม่ใช่เรื่องง่ายที่จะประมาณการ แต่ระยะทางเกือบคงที่ข้อมูลจากลูกกลิ้งโรงสีไปยังสายพานปีนเขารวมถึงจากกระดาษดูดสะพานไปยังเครื่องตัด NCอยากจะนับจริงๆ คือ วิธีการคำนวณปริมาตรที่แท้จริงของสะพานกระดาษ เช่นเดียวกับปริมาณการชดเชยการตรวจจับอัตโนมัติสำหรับการทำกระดาษเสียที่คนงานบนสะพานขาด
สำหรับเทคโนโลยีการตรวจจับและควบคุมสะพาน การติดตามและการควบคุมการไหลมือข้างหนึ่ง ติดตามการสะสมกระดาษจริง ในทางกลับกัน ใช้ปริมาณการป้อนสายพานปีนเขาและปริมาณกระดาษคู่มือการดูดสะพาน เพื่อวัดโดยการควบคุมการไหลความแตกต่างระหว่างสองปริมาณ (ปริมาณสะพานขาด) ควบคุมการซิงโครไนซ์ป้อนกลับโดยอัตโนมัติ เพื่อให้ได้ค่าตอบแทนและการสะสมสะพานคงที่
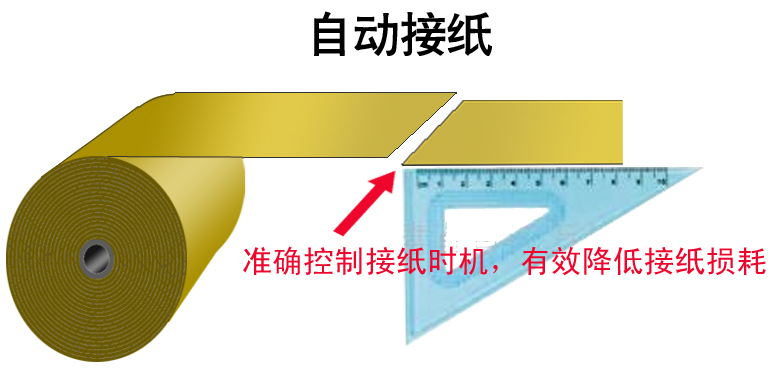
การควบคุมเครื่องเชื่อมอัตโนมัติ
เครื่องประกบอัตโนมัติไม่ได้เชื่อมต่อกับส่วนควบคุมในเวลาที่เหมาะสมเท่านั้น แต่ยังรวมถึงการสะสมสะพาน ซิงโครนัส ช้าลง ก่อนต่อกระดาษ และการควบคุมกระดาษจากการป้อนหัวกระดาษลงในม้วนกระดาษลูกฟูกจนถึงการฟื้นตัว ฯลฯ ชุดควบคุม
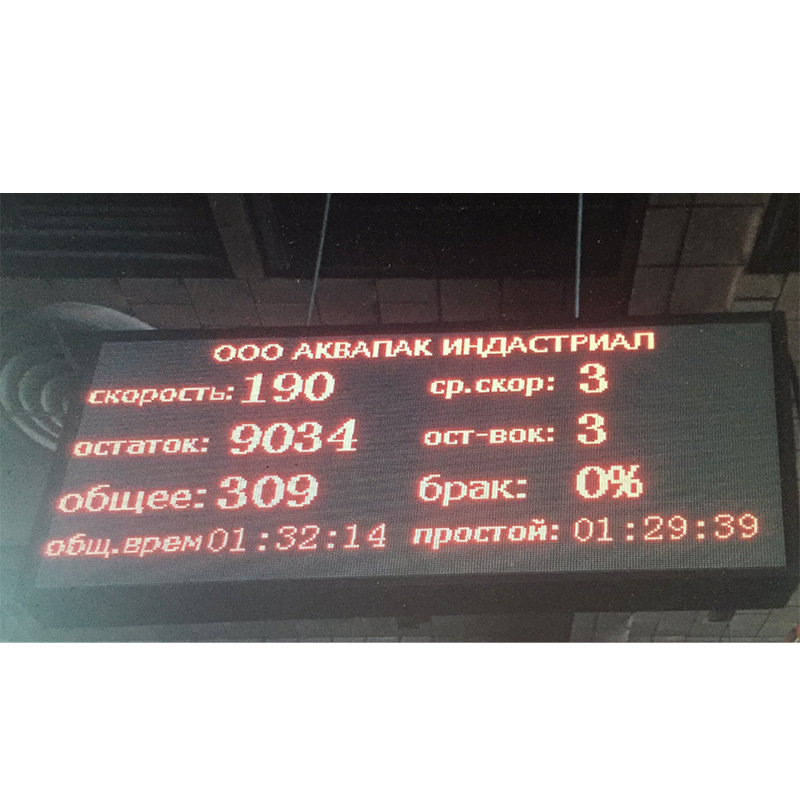
จอ LCD สองด้าน
แสดงผลแบบเรียลไทม์ของการผลิตในปัจจุบันหลายเมตร จำนวนเมตรที่เหลือ;
การแสดงหมายเลขรถปัจจุบัน จำนวนเฉลี่ยของรถแบบเรียลไทม์
การกำหนดค่า

ตู้ควบคุมหน้าเดียว
ตู้คอนโทรลแบบสองหน้า
ตู้ควบคุมปลายแห้ง
จอ LCD สองด้าน
